你好,歡迎光臨襄陽群龍汽車部件股份有限公司!


根據調配襄陽線束組裝工藝順序
來源:www.qlqcbj.cn 發布時間:2021年08月27日
傳統的現場檢測線束導通手段采用萬用表、蜂鳴器或指示燈用手工逐點搭接,襄陽整車線束加工,觀察有否電、聲或線信號來判斷每條連接線的通斷。襄陽汽車線束批發,襄陽汽車車身線束推薦群龍部件。
這樣進行導通檢測不僅速度慢、效率低,而且容易造成錯檢或漏檢,無法滿足當前線束生產和使用快速發展的要求。
其中狀態監控進程的作用主要有:顯示節點狀態,顯示發送數據包的數量,以及顯示各種定時、周期等信息。此外,監控進程也允許用戶通過鍵盤對節點進行配置,比如:對節點進行升級、降級,使節點進入、退出節能狀態及程序退出等。
聚乙烯塑料在含有皂類、保濕劑、油或洗滌劑的環境中受到應力時,就會表現出機械性能失效而表面發生開裂。特別是管道纜和直埋纜所處的環境相當復雜,如果選用護套料不當將會直接影響線束性能。
在進行線束組裝的每條導線的測試時,測試主程序的主要職能是對當前導線進衍測試并向分析程序發送該導線的測試結果,數據量根據導線間存在問題的多少而定。如果存在開路節點,則發送4個字節的數據,如果存在個短路節點,則發送個字節的數據。
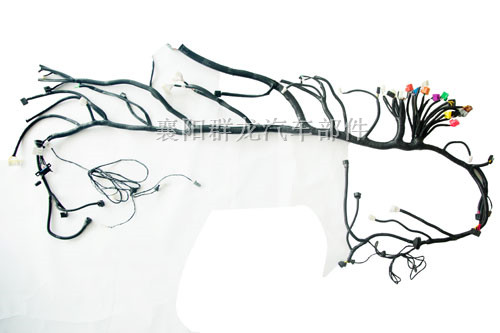
線束組裝分支裝配順序的確定是建立在線束分支屬性分析及其對系統工作性能影響的基礎上。工程上線束束的裝配原則一般為先主干后分支,根據需要對有特殊要求的線束分支進行適當調整。根據先主干后分支的裝配原則對線束分支逐層進行自動排序,然后由工藝設計人員根據經驗和知識對有特殊要求的線束分支裝配順序進行調整,從而得到化的線束分支裝配順序。
這樣進行導通檢測不僅速度慢、效率低,而且容易造成錯檢或漏檢,無法滿足當前線束生產和使用快速發展的要求。
其中狀態監控進程的作用主要有:顯示節點狀態,顯示發送數據包的數量,以及顯示各種定時、周期等信息。此外,監控進程也允許用戶通過鍵盤對節點進行配置,比如:對節點進行升級、降級,使節點進入、退出節能狀態及程序退出等。
聚乙烯塑料在含有皂類、保濕劑、油或洗滌劑的環境中受到應力時,就會表現出機械性能失效而表面發生開裂。特別是管道纜和直埋纜所處的環境相當復雜,如果選用護套料不當將會直接影響線束性能。
在進行線束組裝的每條導線的測試時,測試主程序的主要職能是對當前導線進衍測試并向分析程序發送該導線的測試結果,數據量根據導線間存在問題的多少而定。如果存在開路節點,則發送4個字節的數據,如果存在個短路節點,則發送個字節的數據。
該模塊的核心是收發器。該線路單元采用接口與控制器模塊實現握手。接口信號有接受/發送數據信號、時鐘信號、信號及品質出錯信號等。為實現啪物理層的功能,該模塊除具有收發器以外,還有線路驅動器、通信隔離變壓器和總線繼電器等組成部分。

線束組裝分支裝配順序的確定是建立在線束分支屬性分析及其對系統工作性能影響的基礎上。工程上線束束的裝配原則一般為先主干后分支,根據需要對有特殊要求的線束分支進行適當調整。根據先主干后分支的裝配原則對線束分支逐層進行自動排序,然后由工藝設計人員根據經驗和知識對有特殊要求的線束分支裝配順序進行調整,從而得到化的線束分支裝配順序。
上一條
汽車線束加工使用的自動工具
下一條
測試襄陽線束使用性周期對使用的影響
返回列表